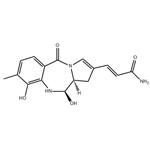
Definition
ChEBI: Anthramycin is a member of the class of pyrrolobenzodiazepines that is (11aS)-5,10,11,11a-tetrahydro-1H-pyrrolo[2,1-c][1,4]benzodiazepine substituted at positions 2, 5, 8, 9 and 11R by a (1E)-3-amino-3-oxoprop-1-en-1-yl, oxo, methyl, hydroxy and hydroxy groups, respectively. It is a natural product isolated from Streptomyces refuineus subsp. thermotolerans. It has a role as a bacterial metabolite, an alkylating agent, a toxin, an antineoplastic agent and an antibacterial agent. It is a pyrrolobenzodiazepine, a member of phenols, a primary amide and an enamide.
Manufacturing Process
Several loopfuls of spores of Streptomyces sp. NRRL 1143 are transferred
from a mature (2-3 day old) 45° stock agar slant to 100 ml of germination
medium composed as follows in g/liter:
Bacto tryptone 5 g
Bacto yeast extract 2 g
Bacto soytone 2 g
Soluble starch 10 g
Mannitol 5 g
Magnesium sulfate·7H2O 200 mg
Ferrous ammonium sulfate·6H2O 10 mg
Zinc chloride 2.1 mg
Manganous chloride·4H2O 1.8 mg
Copper sulfate·5H2O 0.3 mg
Cobalt nitrate·6H2O 0.5 mg
Boric acid 0.6 mg
The medium is contained in a 1000 ml Pyrex Blake mottle. After inoculation
the medium is incubated at 45°C with constant vigorous agitation, on a rotary
shaker for 16 hours. During this period a vigorous growth of the organism
ensues. The contents of two such incubated Blake bottles are pooled into a
500 ml Pyrex inoculum transfer bottle fitted with a tubulature at the bottom
and containing 150 ml of sterile water.
The entire contents of the inoculum transfer bottle are transferred to a 100-
gallon stainless steel fermentor, which is prepared for it as follows:
To 25 gallons of clean tap water contained in a stainless steel fermentor fitted
for controlled agitation, aeration, and temperature control are added the
following inegredients:
Potato starch 1500 g
Bacto yeast extract 2 g
Enzyme hydrolyzed casein 750 g
Enzyme hydrolyzed soy protein 300 g
Aqueous extract of yeast 300 g
Mannitol 750 g
Magnesium sulfate·7H2O 30 g
Ferrous ammonium sulfate·6H2O 1.5 g
Zinc chloride 315 mg
Manganous chloride·4H2O 270 mg
Copper sulfate·5H2O 45 mg
Cobalt nitrate·6H2O 75 mg
Boric acid 90 mg
Dow Coming Silicone A emulsion 2.5 g
When all the ingredients are dissolved the volume is brought to 40 gallons
(150 liters) with tap water and the pH adjusted to 7.2 with about 60 ml of 5 N
potassium hydroxide. The fermentor is then closed and the contents sterilized
by being brought to a temperature of 120°C and maintained at that temperature from 30-40 minutes. The batch is then cooled to 48°C and
inoculated as described above. After inoculation the batch is aerated with 3
cubic feet per minute of sterile air and agitated at a shaft speed of 400 r.p.m.,
the while maintaining a temperature of 48°C. Foam is controlled by the
addition, as needed, of a sterile 2.5% suspension of Dow Silieone Emulsion
AF. About 3000 ml of defoamer suspension is used during the batch. Hourly
samples are taken aseptically from the 12th hour on and assayed for in vitro
potency. This batch reaches its maximum potency in 18-20 hours.
The above process is repeated ten times, the broths obtained are combined,
the pH is adjusted to 6, the combined broths are filtered, and the resulting
filtrate is extracted countercurrently at the rate of 128 gallons per hour with
about the same rate of butanol, in a 12" diameter by 11 ft. high Karr
extraction column. A water backwash of 0.2 times the butanol rate is
employed at the top of the extraction column to minimize the carry-over of
water soluble components. The butanol extract is concentrated to
approximately a 5% solution which comprises the feed to the center of a 3"
diameter by 20 ft. high Karr fractional liquid extraction column. This column is
operated at a water to butanol ratio of about 10 to 1, and the butanol extract
contains the product. The butanol extract is concentrated by evaporation to a
solution or paste containing about 5 to about 20% ent solids; then about 25
to about 50 volumes of n-hexane are added, and the resulting slurry filtered.
The precipitated product is then vacuum-dried to give a solid compound.
7 g of the product prepared by the above process is dissolved in 350 ml of
chloroform-isopropanol (1:1) which was previously equilibrated with water.
This solution is introduced into the center of a one-inch diameter by twentyfoot
high Karr extraction column at the rate of 0.5 ml/min. Simultaneously 60
ml/min of equilibrated aqueous phase is introduced at the bottom of the
column and 14.6 ml/min of equilibrated solvent phase is introduced at the top
of the column. Most of the product is extracted into the aqueous phase
leaving the top of the column. The aqueous phase is re-extracted
countercurrently in a one-inch diameter by ten-foot high extraction column
employing a 1:1 isopropanol-chloroform solvent at a solvent to water ratio of
1:1. The product passes into the isopropanol-chloroform solvent, which leaves
at the bottom of the extraction column. This solution is concentrated to 58 ml,
filtered, and then treated with 2.9 liters of technical hexane to precipitate the
product. The product is filtered and dried. The dried product, which is 90%
pure is crystallized from acetone to yield a highly active purified material.
20 g of the product above was distributed between 120 ml each of upper and
lower phases of a solvent system consisting of isopropanol;chloroform: water
(1:1:2). The phases were then introduced into the first three tubes of a 200-
tube Craig countercurrent distribution apparatus and run at room temperature
for 197 transfers. The upper and lower phases of tubes 45 to 75 were
combined, the organic phase evaporated at a temperature below 35°C in
vacuum and the residue added to the corresponding aqueous phase, and the
aqueous phase lyophylized. The lyophylized residue was crystallized from
acetone to yield a purified antibiotic antramycin.
Yellow prisms decomposed at 188°-194°C; [α] D
25 = +930° (DMF).