
微反应器
- 中文名:微反应器
- 英文名:microreactor
- 材质:不锈钢
- 应用:有机合成过程,微米和纳米材料的制备、日用化学品的生产
- 优点:传质、传热效率高,传质速度快,转化率和收率高
- 缺点:固体物料无法通过,生产能力还较弱,不适用所有的反应
微反应器相关产品




微反应器产品介绍
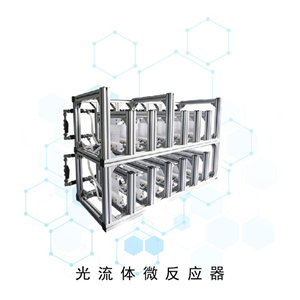
微反应器即微通道反应器,利用精密加工技术制造的特征尺寸在10到300微米之间的微型反应器。但是微反应器的“微”表示工艺流体的通道在微米级别,而不是指微反应器尺寸小或者产量小。微反应器中可以包含成百万上千万的微型通道,因此可以实现很高的产量。比如美国康宁公司实现了微反应器的高通量化,推出了单台年通量高达2000多吨的微通道连续流反应器,提供了具有生产成本优势的工业化利器。
1.气固相催化微反应器
由于微反应器的特点适合于气固相催化反应,迄今为止微反应器的研究主要集中于气固相催化反应,因而气固相催化微反应器的种类最多。最简单的气固相催化微反应器莫过于壁面固定有催化剂的微通道。复杂的气固相催化微反应器一般都耦合了混合、换热、传感和分离等某一功能或多项功能。运用最广的甲苯气-固催化氧化。
2.液液相反应器
到目前为止,与气固相催化微反应器相比较,液相微反应器的种类非常少。液液相反应的一个关键影响因素是充分混合,因而液液相微反应器或者与微混合器耦合在一起,或者本身就是一个微混合器。专为液液相反应而设计的与微混合器等其他功能单元耦合在一起的微反应器案例为数不多。主要有BASF设计的维生素前体合成微反应器和麻省理工学院设计的用于完成Dushman化学反应的微反应器。
两者分别代表了两种典型的液相混合方式,前者采用静态混合方式,即将流体反复分割合并以缩短扩散路径,而后者采用流体动力学集中方法,即多个进料微通道呈扇形分布,集中汇入一个狭窄的微通道,通过液体的扩散作用迅速混合。
3.气液相微反应器
一类是气液分别从两根微通道汇流进一根微通道,整个结构呈T 字形。由于在气液两相液中,流体的流动状态与泡罩塔类似,随着气体和液体的流速变化出现了气泡流、节涌流、环状流和喷射流等典型的流型,这一类气液相微反应器被称做微泡罩塔。
另一类是沉降膜式微反应器,液相自上而下呈膜状流动,气液两相在膜表面充分接触。气液反应的速率和转化率等往往取决于气液两相的接触面积。这两类气液相反应器气液相接触面积都非常大,其内表面积均接近20000m2/m3,比传统的气液相反应器大一个数量级。
4.气液固三相催化微反应器
气液固三相反应在化学反应中也比较常见,种类较多,在大多数情况下固体为催化剂,气体和液体为反应物或产物,美国麻省理工学院发展了一种用于气液固三相催化反应的微填充床反应器,其结构类似于固定床反应器,在反应室(微通道)中填充了催化剂固定颗粒,气相和液相被分成若干流股,再经管汇到反应室中混合进行催化反应。
麻省理工学院还尝试对该微反应器进行“放大”,将10个微填充床反应器并联在一起,在维持产量不变的情况下,大大减小了微填充床反应器的压力降。
微反应器是指以微米级结构部件为核心的反应、混合、分离等设备,它是一种新型的、微型化的连续流动的管道式反应器。反应器中的微通道通过精密加工技术制造而成,特征尺寸一般在10到1000微米之间。微通道反应器的“微”不是指微反应装置的外形尺寸小或产品产量小,而是表示流体通道在微米或毫米级别。微通道反应器中可以包含众多的微型通道,流体能够以特定的物理状态在反应器中进行组合流动,因此可以实现很高的产量。
目前微反应器在化工工艺过程的研究与开发中已经得到广泛的应用,商业化生产中的应用正日益增多。其主要应用领域包括有机合成过程,微米和纳米材料的制备和日用化学品的生产。
例如,在银催化下,甲醇制甲醛是重要的工业合成甲醛的方法。在一个大气压,850K~923K温度范围内,甲醛:空气摩尔比约为1:1时。该反应为强放热反应,需要在极短时间内(约0.01s)接触反应,并产生大量的副产物。为克服以上问题,有人将微反应器应用于甲醇的氧化反应。使用碳玻璃微反应器后,在温度783K,接触时间3ms的条件下可得到很高的转化率(约75%)和选择性(约90%)。
传质、传热效率高,传质速度快,转化率和收率高。
比表面积大,具有高效热交换效率。
降低能耗的同时提高产物选择性,保持环境清洁,减少化工生产过程中对环境的影响。
快速有效的混合,精准控制反应时间和反应温度,提高转化率,避免副反应发生。
采用连续流动反应,反应器中停留的化学品很少,易于控制反应过程,提高反应安全性。
温度可控,时间可控。
可以实现实验室到工业生产的直接放大。
微反应器供应商筛选
-
联系电话: 021-52907809
电子邮件: market@3s-tech.net
国家: 中国
产品数: 88
优势度: 58